Qualitätsregelkarte
Die Qualitätsregelkarte (Control Chart) stellt allgemein eine Methode zur Überwachung von Fertigungsprozessen auf statistischer Basis dar und findet Anwendung im Rahmen der Statistischen Prozessregelung (SPR, Statistical Process Control, SPC). Dazu werden Daten in die Qualitätsregelkarte, die bei der Prüfung von Stichproben aus einem Fertigungsprozess ermittelt wurden, in ein Formblatt mit Koordinatensystem eingetragen. Bei den Daten handelt es sich um Messwerte oder daraus errechnete Kennzahlen, die in Verbindung mit vorher eingezeichnetem Mittelwert sowie Warn-, Eingriffs- und Toleranzgrenzen zur Untersuchung und zur Steuerung des betrachteten Prozesses dienen.
In Abhängigkeit von den zu untersuchenden Merkmalen (variablen oder attributiven) stehen verschiedene Arten von Qualitätsregelkarten zur Verfügung, die hier jedoch nicht detailliert beschrieben werden. Zur Untersuchung von variablen Merkmalen, die in Form von konkreten Messwerten vorliegen, sind Qualitätsregelkarten für Urwert, für Mittelwert und Standardabweichung (7 -s-Karte), für Mittelwert und Spannweite (-R-Karte) sowie für Median und Spannweite (-R-Karte) gebräuchlich. Der Median i dient hier als Näherung an den wahren Prozessmittelwert.
Bei attributiven Merkmalen kann lediglich zwischen zwei gegensätzlichen Ausprägungen unterschieden werden (gut/schlecht, vorhanden/nicht vorhanden). Es wird eine Qualitätsregelkarte für den Anteil fehlerhafter Einheiten (p-Karte), für die Anzahl fehlerhafter Einheiten (np-Karte), für die Fehlerzahl (c-Karte) und für die Fehlerzahl pro Einheit (u-Karte) verwendet.
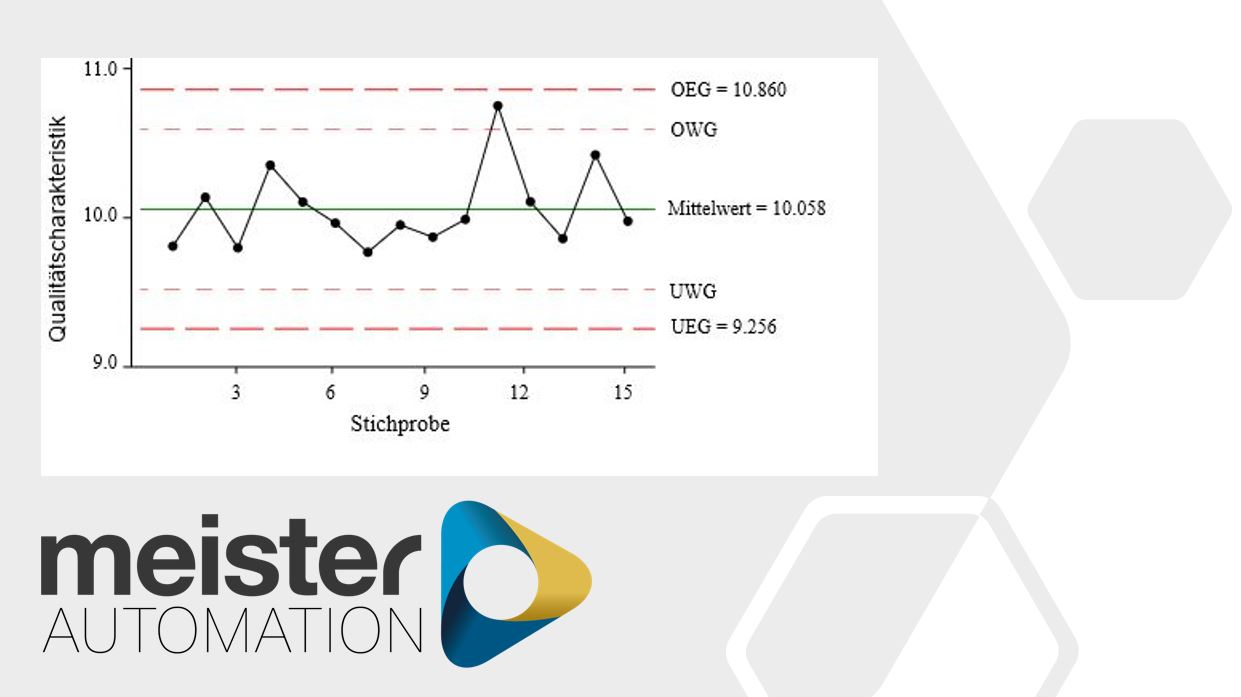
Es sei noch kurz erwähnt, dass sich der Mittelwert aus einem Vorlauf langfristiger Beobachtungen des Prozesses ergibt. Die oberen und unteren Warn- und Eingriffsgrenzen können berechnet, grafisch ermittelt oder Verteilungstabellen entnommen werden. Sie stellen Zufallsstreubereiche des betrachteten Prozesses dar, also den Betrag, um den die Mittelwerte und die Standardabweichungen der Stichproben streuen würden, wenn ausschließlich zufällig bedingte Streuungen vorhanden wären. Sie sind keine Toleranzen, sondern geben nur Grenzwerte der natürlichen Prozessstreuung wieder. Messwerte außerhalb der Eingriffsgrenzen sind von systematischen Einflüssen verursacht Üblicherweise werden obere (OWG) und untere (UWG) Warngrenze als Grenzen des 95%-Zufalisstreubereiches (±2o), obere (OEG) und untere (UEG) Eingriffsgrenze als Grenzen des 99,73%-Zufalisstreubereiches (±3o) gewählt (vgl. Bild 2.66). Die sich daraus ergebende statistische Aussage lautet, dass mit einer Wahrscheinlichkeit von 99,73 % erwartet werden kann, dass der Stichprobenwert innerhalb dieses Zufallsstreubereiches liegt.
Diese Wahrscheinlichkeit erübrigt jedoch keinesfalls die richtige Interpretation der Darstellung der zeitlichen Veränderungen des Prozesses auf der Qualitätsregelkarte. Dies geschieht mithilfe von vorgegebenen Entscheidungsmustern. Aufgrund der geringen Wahrscheinlichkeit für eine einseitige Häufung lässt sich statistisch nachweisen, dass eine Folge von sieben Werten unterhalb bzw. oberhalb des Mittelwertes (Run) einem systematischen Einfluss unterliegen muss. Ebenso verhält es sich bei sieben Werten, die in die gleiche Richtung laufen (Trend). Bei einer Häufung von Werten nahe dem Mittelwert muss man davon ausgehen, dass die Eingriffsgrenzen falsch berechnet wurden.
Liegen die Eintragungen hingegen außerhalb einer Warngrenze, so ist der Prozess mit erhöhter Aufmerksamkeit zu beobachten,
insbesondere wenn sich die Werte weiter in Richtung auf eine Eingriffsgrenze bewegen. Ein sofortiges Eingreifen ist erforderlich, wenn auch nur eine Eintragung außerhalb der Eingriffsgrenzen liegt, denn dann ist der Prozess nicht mehr beherrscht. Die systematischen Streuungseinflüsse sind abzustellen, die Eingriffsgrenzen sind neu festzulegen. Auf diese Weise werden vorbeugend-fehlerverhütende Maßnahmen ermöglicht.
Dieses rechtzeitige Erkennen von Abweichungen und die dadurch erreichte Verminderung von Ausschussproduktion sowie die Darstellung zeitlicher Veränderungen des Prozesses zählen zu den Vorzügen der Qualitätsregelkarte. Von besonderer Bedeutung sind auch die oben bereits erwähnten Möglichkeiten der Untersuchung und der Steuerung des betrachteten Prozesses. Untersuchungen von Prozessen werden im Hinblick auf einen beherrschten Ablauf vorgenommen. Ein beherrschter Prozess weist lediglich eine zufällige und keine systematische Streuung auf, er läuft also langfristig innerhalb der vorgegebenen Grenzen ab. Ein beherrschter Prozess wird im Rahmen der Statistischen Prozessregelung (SPR, Statistical Process Control, SPC) mit Kennzahlen, den Prozessfähigkeitsindizes, bewertet, und dann als qualitätsfähig bezeichnet, wenn bestimmte Werte (c und Cpk > 1,33) erreicht werden. Ein beherrschter Prozess ist Voraussetzung, um die Qualitätsregelkarte sinnvoll zur Qualitätssteuerung in der Fertigung einzusetzen.
Als Instrument zur Ursachenanalyse für Prozesszustand oder Abweichungen ist die Qualitätsregelkarte nicht geeignet. Die genaue Ermittlung der Abweichungsursache und das Wiederherstellen der Qualitätsfähigkeit des Prozesses sind jedoch unbedingt notwendig.